
Check Out Our Blog
A great resource for improvement ideas, industry news and trends, opinions on relevant topics, and more.
- All
- Automation
- Automotive
- Blog
- Bonding & Overmolding
- Coil Coating
- Industrial Finishing
- Packaging
- Paint
- Painting
- Printing
- Robotics
- Roll Coating
- Sealant
- Sealant & Adhesive Dispensing

What’s the ROI for a Temperature & Viscosity Control System?
By Rob Gladstone | Automation, Automotive, Blog, Bonding & Overmolding, Coil Coating, Industrial Finishing, Paint, Painting, Printing, Robotics, Roll Coating, Sealant, Sealant & Adhesive Dispensing
Somebody asked me the other day, “What’s the payback period on your equipment?” The reality is it varies. Not only the payback period, (which averages about nine months), but the way our customers calculate it. It’s typically not just one thing. Here is a quick summary of common ways companies have been able to justify buying one of our solutions.

Viscosity Variations: Why It Matters in Your Industrial Coating Process
By Scott Woodward | Automation, Automotive, Blog, Bonding & Overmolding, Coil Coating, Industrial Finishing, Paint, Painting, Robotics
Industrial coating process operators experiencing defects should look past the fault of a material supplier's specifications and product and examine the variables that impact material environment. Solution: consider automated viscosity control.
How Does It Work?
By Mike Bonner | Blog
How temperature control systems make industrial fluid dispensing predictable and repeatable for paint, sealants and adhesives.

Five Ways to Identify if Temperature is Negatively Impacting Your Process
By Jill Christoff | Automation, Automotive, Blog, Bonding & Overmolding, Coil Coating, Industrial Finishing, Packaging, Paint, Painting, Printing, Robotics, Roll Coating, Sealant, Sealant & Adhesive Dispensing
Saint Clair Systems' Jill Christoff shares the process of elimination used in identifying if temperature is negatively impacting your process.

A Simple Perspective on Viscosity in Industrial Fluid Dispensing Systems
By Scott Woodward | Automation, Automotive, Blog, Bonding & Overmolding, Coil Coating, Industrial Finishing, Packaging, Paint, Painting, Robotics, Sealant, Sealant & Adhesive Dispensing
A fresh perspective in understanding the importance of viscosity in industrial fluid dispensing systems.
Is Controlling Temperature in the Mix Room Enough?
By Mark Portelli | Automation, Automotive, Blog, Bonding & Overmolding, Coil Coating, Industrial Finishing, Packaging, Paint, Painting, Printing, Robotics, Roll Coating, Sealant, Sealant & Adhesive Dispensing
Controlling temperature in the mix room is a great start, but doesn't control If intermittent quality issues like: transfer efficiency, VOC concerns, or excessive solvent usage. A fully-automated fluid dispensing operation may be needed.

Inline Heaters Versus Temperature Control Systems
By Mike Bonner | Automation, Automotive, Bonding & Overmolding, Coil Coating, Industrial Finishing, Packaging, Paint, Robotics
The differences between an inline heater and a temperature control system will make a big difference in your fluid process efficiency.

Monitoring Versus Controlling Viscosity
By Rob Gladstone | Automation, Automotive, Blog, Bonding & Overmolding, Coil Coating, Industrial Finishing, Packaging, Paint, Painting, Printing, Robotics, Roll Coating, Sealant, Sealant & Adhesive Dispensing
Monitoring Versus Controlling Viscosity Rob Gladstone President, Saint Clair Systems View Posts Home » Blog » Monitoring Versus Controlling Viscosity Video At Saint Clair Systems, we’re fortunate to be able…

Employee Loss & Recovery
By Scott Woodward | Automation, Automotive, Blog, Bonding & Overmolding, Coil Coating, Industrial Finishing, Packaging, Paint, Painting, Printing, Robotics, Roll Coating, Sealant, Sealant & Adhesive Dispensing
Will your viscosity control and fluid dispensing measuring processes retire when your most valuable employee does?

The Only Data That Matters is Yours
By Rob Gladstone | Automation, Automotive, Bonding & Overmolding, Coil Coating, Industrial Finishing, Packaging, Paint, Painting, Printing, Robotics, Roll Coating, Sealant, Sealant & Adhesive Dispensing
A Temperature Control System is essential – and so is having the right system for your unique process. We can get you there.

What is Industry 4.0 and What Does it Mean for My Manufacturing?
By Mike Bonner | Automation, Industrial Finishing, Robotics
Industry 4.0 refers to the rapid pace of digitization in manufacturing today. For generations, manufacturing processes and techniques have evolved and helped businesses improve their production, performance and output.

The Importance of Appearance and Rising Standards
By Mark Portelli | Automotive, Industrial Finishing
Saint Clair Systems’ groundbreaking temperature control improves a major Tier 1 Auto Supplier’s industrial finishing process. Read about the demo here!
Why Color Quality and Consistency is Critical for Brands
By Mark Portelli | Packaging, Printing
Color quality and consistency in printing is critical for brands. Saint Clair Systems discusses the importance of proper ink management. Read about it here!

Are Batch-to-Batch Paint Variations Self-Inflicted?
By Rob Gladstone | Industrial Finishing, Painting
Temperature control in your paint process reduces batch-to-batch variations and the need for solvents. Saint Clair Systems explains how to get better results!
Why Efflux Cups Should Not Be Used For Process Control
By Mark Portelli | Packaging, Printing
Saint Clair Systems explains why viscometers provide more accurate & efficient ink viscosity measurements for printing, outperforming manual devices. Learn how!

What’s the Cost If You Don’t?
By Mark Portelli | Automotive, Industrial Finishing
Poor quality is your company’s biggest cost. Saint Clair Systems explains how temperature & viscosity control in fluid dispense provides consistent quality.
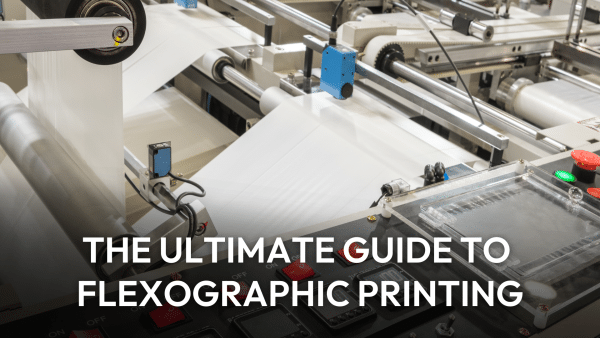
The Ultimate Guide to Flexographic Printing
By Rob Gladstone | Packaging, Printing
Saint Clair Systems explains why flexographic printing is the fastest-growing printing process in the world, is eco-friendly, and has many applications and benefits.

You’ve Seen Uneven Viscosity Before
By Rob Gladstone | Automation, Automotive, Robotics, Sealant, Sealant & Adhesive Dispensing
Saint Clair Systems’ point of application temperature and viscosity control technology produces consistent results in your sealant application. Learn more here!
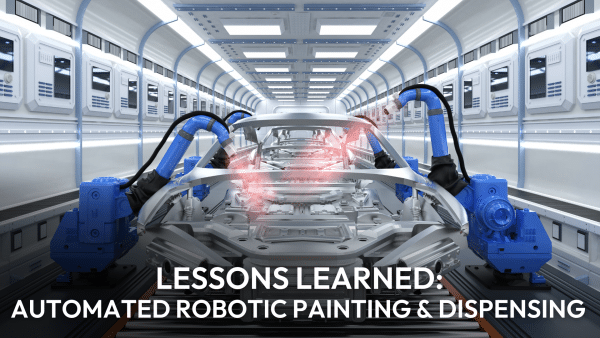
Lessons Learned: Automated Robotic Painting & Dispensing
By Rob Gladstone | Automation, Automotive, Industrial Finishing, Robotics, Sealant & Adhesive Dispensing
Expert in viscosity and temperature control in fluid dispense applications discusses why automation is strongly recommended in your process. Learn why here.
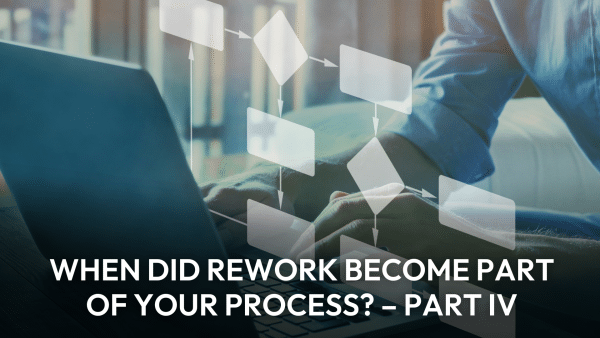
When Did Rework Become Part of Your Process? – Part IV
By Mike Bonner | Automation, Automotive, Industrial Finishing, Painting, Robotics
Part IV of this series provides the most effective ways to measure, evaluate benchmarks, and eliminate rework from your manufacturing process. Learn more here.
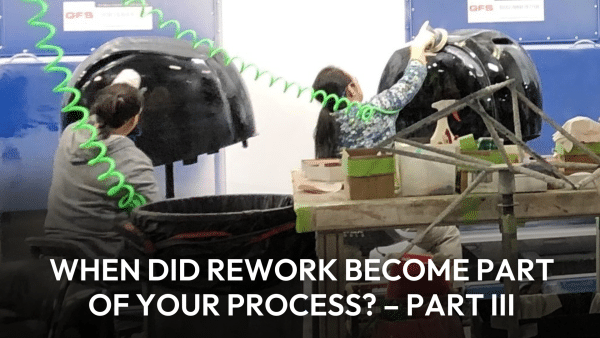
When Did Rework Become Part of Your Process? – Part III
By Mike Bonner | Coil Coating, Packaging, Sealant & Adhesive Dispensing
Part III of this series covers the relationship between temperature and viscosity and how variation can affect things like spray pattern and bead profiles.

Have you automated viscosity measurement?
By Rob Gladstone | Bonding & Overmolding, Industrial Finishing, Packaging, Printing, Sealant & Adhesive Dispensing
Are you still using a Zahn cup to measure paint viscosity? That’s akin to relying on a rotary phone. It’s time to talk about automation. Click to learn more.
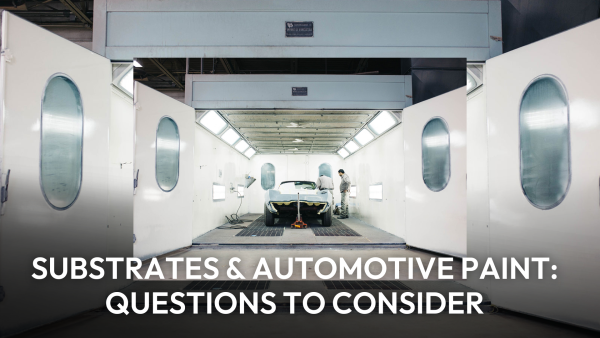
Substrates & Automotive Paint: Questions To Consider
By Mike Bonner | Automotive, Bonding & Overmolding, Painting, Sealant & Adhesive Dispensing
SCS expert discusses the impact of ambient conditions on particle temperature, and ways to better evaluate and control your coating process. Learn more here.
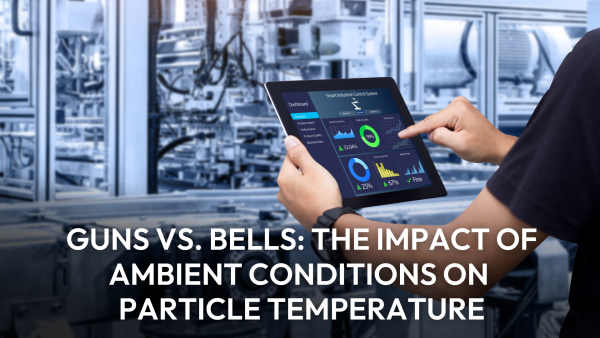
Guns vs. Bells: The Impact of Ambient Conditions on Particle Temperature
By Mike Bonner | Coil Coating, Industrial Finishing, Painting
SCS expert discusses the impact of ambient conditions on particle temperature, and ways to better evaluate and control your coating process. Learn more here.
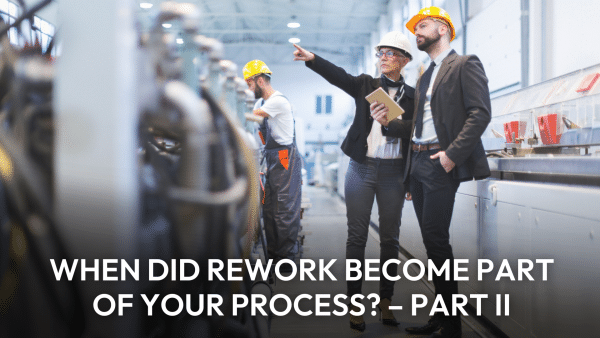
When Did Rework Become Part of Your Process? – Part II
By Mike Bonner | Automation, Coil Coating, Packaging, Painting, Robotics, Sealant & Adhesive Dispensing
Part II of this blog series covers the forms rework can take, the loops manufacturers can get stuck in trying to manage it, and how we can move forward.
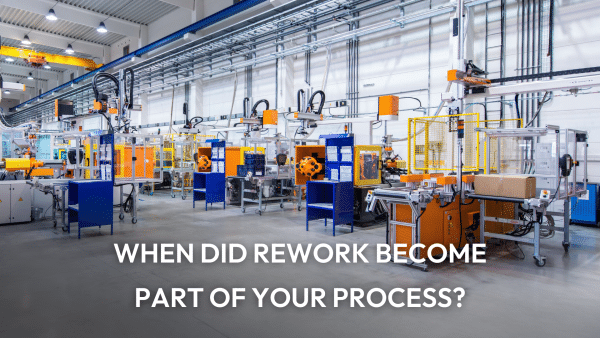
When Did Rework Become Part of Your Process? – Part I
By Mike Bonner | Automation, Automotive, Industrial Finishing, Painting, Robotics
Part 1 of this blog series discusses what rework looks like in viscosity and how fluid automation affects it.
10 Troubleshooting Tips for Gravure Printing
By Rob Gladstone | Packaging, Printing
We discuss 10 of the most common issues with gravure printing, and 10 easy solutions you can implement today.
Solvent Exposure is Linked to Memory Loss
By Rob Gladstone | Coil Coating, Industrial Finishing, Sealant & Adhesive Dispensing
Solvent reduction initiatives can reduce health risk and improve your facility’s efficiency. Three areas to improve: materials, equipment, and techniques.
Process Evaluation: What It Is & How It Can Change Your Business for the Better
By Rob Gladstone | Bonding & Overmolding, Coil Coating
How is temperature affecting your fluid dispensing process? The temperature control experts at Saint Clair Systems can evaluate your process. Learn how!
3 Ways Using Temperature Control Can Provide Instant Savings
By Mike Bonner | Automotive, Coil Coating, Industrial Finishing, Roll Coating
Solvent additives are costly and create health and environmental issues. Saint Clair Systems provides a more efficient alternative. Read about it here!

Are We Afraid to Empower Our Employees?
By Scott Woodward | Industrial Finishing, Paint
Saint Clair Systems discusses the importance of empowering the younger generation of industrial paint operators and how this will benefit your operation.